










Máy hàn bấm Hồng ký HB15K (15KVA)

Thông số kỹ thuật
Máy hàn bấm Hồng ký HB15K
Độ dày bấm (2 miếng): 0.5 - 4
Chiều dài tâm bấm: 400 mm
Điện thế vào: 220 V
Trọng lượng máy: 104 kg
Hãng sx: Hồng ký
Xuất xứ: Vietnam
Bảo hành: 12 tháng

Máy hàn điểm hàn bấm Hồng ký HB15K (15KVA) với mạch điều khiển điện tử, được sản xuất lắp ráp tại Việt theo tiêu chuẩn chất lượng Nhật Bản.
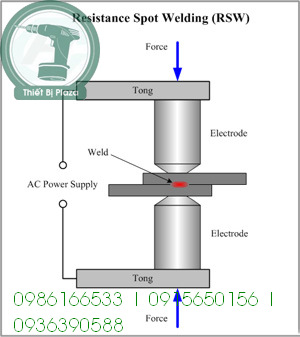
Hàn điểm hay còn gọi là hàn bấm, hàn chập, hàn điểm điện trở Spot welding (RSW) là phương pháp hàn điện tiếp xúc mà mối hàn không thực hiện liên tục trên toàn bộ bề mặt tiếp xúc mà chỉ thực hiện theo từng điểm riêng biệt.
*Đặc điểm hàn điểm:
Hàn điểm tiếp xúc được sử dụng rộng rãi trong việc join các tấm thép có chiều dày lên tới 0.125 inch và có thể sử dụng cho rất nhiều loại vật liệu, kể cả kết hợp nhiều vật liệu khác nhau. Một trong những ứng dụng quan trọng nhất của hàn điểm tiếp xúc là trong công nghiệp ô tô với những ưu điểm chính là tốc độ nhanh, phù hợp để tự động hóa và dễ đưa vào các dây chuyền năng suất cao cùng với các bước sản xuất khác. Bằng việc điều khiển các giá trị dòng điện, thời gian hàn và áp lực của điện cực bằng máy tính, các mối hàn chất luợng tốt có thể được tạo ra với tốc độ sản xuất cao, chi phí lao động thấp, không đòi hỏi nhân công lành nghề.
*Các phương pháp hàn điểm:
Khi hàn điểm hai chi tiết hàn dạng tấm được đặt xếp chồng lên nhau.
- Hàn điểm hai phía: Các tấm hàn được đặt giữa hai điện cực hàn. Sau khi ép sơ bộ và đóng điện, dòng điện trong mạch chủ yếu tập trung ở một diện tích nhỏ trên mặt tiếp xúc giữa hai tấm nằm giữa các điện cực, nung nóng kim loại đến trạng thái nóng chảy. Tiếp theo cắt điện và ép với lực ép đủ lớn, tạo nên điểm hàn.
Phương pháp hàn hai phía mỗi lần hàn chỉ được một điểm hàn giữa hai tấm, nhưng
có thể được các tấm dày hoặc hàn cùng một lúc nhiều tấm xếp chồng.
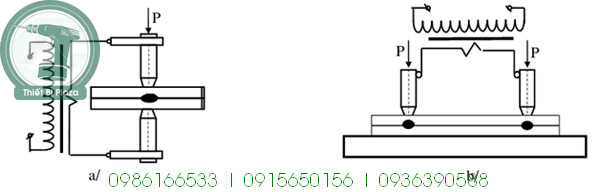
-Hàn điểm một phía: Hai điện cực bố trí cùng một phía so với vật hàn. Sự nung nóng các điểm hàn do dòng điện chạy qua tấm dưới của vật hàn. Để tăng cường dòng điện chạy qua các điểm hàn, người ta bố trí thêm tấm đệm bằng đồng.
Sau khi điểm hàn được nung chảy, tiến hành ép với lực ép đủ lớn ta nhận được hai
điểm hàn. Còn hàn một phía, mỗi lần hàn chỉ hàn được hai tấm, nhưng cùng một lúc có thể hàn được từ hai (trên máy có hai điện cực) hoặc nhiều điểm hàn (trên máy hàn nhiều
điện cực).
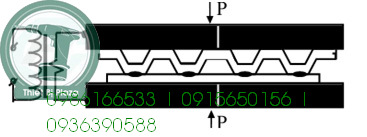
- Hàn điểm bằng điện cực giả: phương pháp hàn điểm mà nguyên lý là lợi dụng các phần nhô ra của hai chi tiết cần hàn để coi chúng như là các điện cực hàn. Mỗi phần nhô và tiếp xúc của hai chi tiết sẽ là một điểm hàn.
Điện cực thường chế tạo bằng đồng hoặc hợp kim đồng có tính dẫn điện và dẫn nhiệt cao, bên trong có nước làm nguội, do đó mặt tiếp xúc giữa điện cực và chi tiết ít sinh nhiệt so với tại điểm hàn












